Read next
Asia Consumer Sourcing Expo 2026 Indonesien: Termine und Ort
Die Asia Consumer Sourcing Expo Indonesia 2026 findet vom 16. bis 19. September 2026 im JIEXPO Jakarta International Con...
Articles
2026-03-30
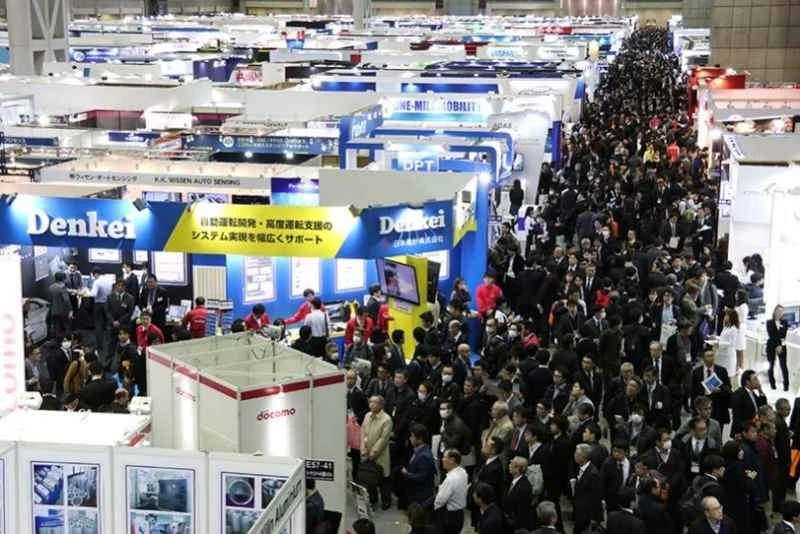
Standgebühren und Reservierungen für die Japan Auto Show 2026 (AUTOMOTIVE WORLD)
Articles
2026-03-30

Eintrittspreise der Shanghai Ophthalmology Exhibition (COOC) 2026
Articles
2026-03-30