Read next
Bharat Mobility Global Expo 2027 – Ausstellerleitfaden für Indien (Zeiten, Orte und Ticketpreise)
Bharat, Indien (Ausstellung für Fahrzeuge, Wohnmobile und Busse) Ausstellungsdaten: 4.-9. Februar 2027 Ausstellungshall...
Articles
2026-03-30
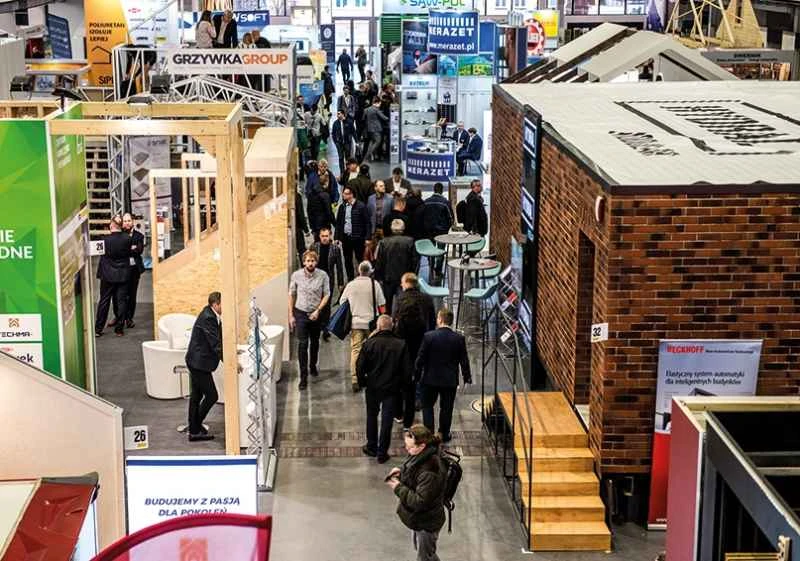
BUDMA 2027 (Polnische Baustoffmesse) – Termine und Ort
Articles
2026-03-30

Zak Glass Technology Expo India 2026 – E-Katalog
Articles
2026-03-30
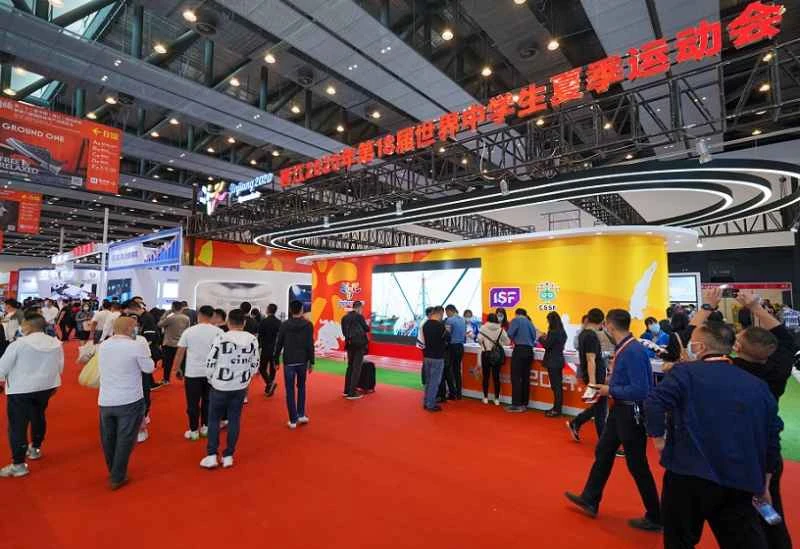
Ausstellerverzeichnis der Jinjiang Schuhmesse 2026 (Jinjiang Shoe Body Expo)
Articles
2026-03-30